Chemical Processing Static Grounding Systems
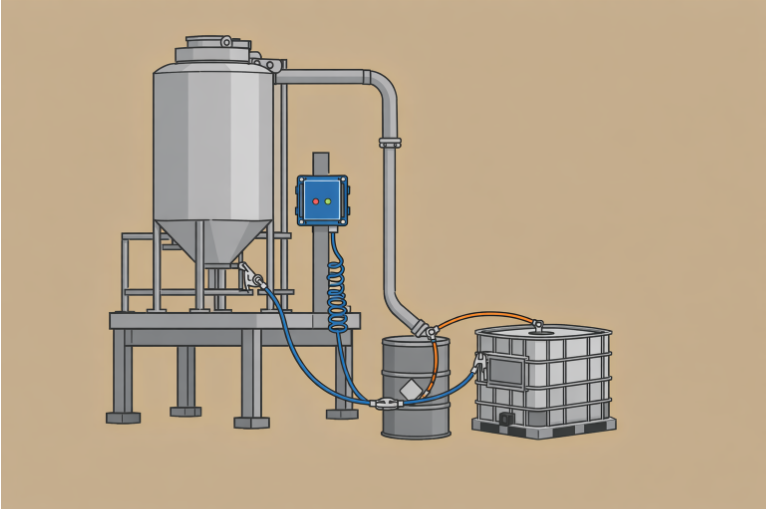
Chemical processing plants handle flammable liquids, combustible powders, and volatile chemical compounds every day. Each filling, mixing, and transfer operation generates static charges that can ignite a vapour/air mixture in an instant. Special Technical Services provides continuous ground monitoring systems that protect personnel and equipment at industrial chemical processing facilities worldwide.
Static Grounding Solutions for Chemical Processing
Chemical processing is one of the highest-risk industries for static electricity hazards. Flammable liquids like petroleum solvents and toluene create dangerous vapor mixtures at common temperatures. The movement of liquids through pipes, hoses, and filling equipment generates static charge. Powders and granules build up charge as they move through conveyors and blenders. Without proper grounding protection, a single spark can cause a fire or explosion.
A static spark during filling operations can endanger workers, destroy equipment, and shut down production for weeks. The human body can accumulate over 25,000 volts of static electricity in low humidity conditions. As little as 0.2 millijoules of spark energy can ignite most flammable vapors. NFPA 77 (Recommended Practice on Static Electricity), IEC 61140, and OSHA regulations require verified grounding and bonding during the transfer of flammable materials. Proper static grounding is a regulatory requirement and a life-safety necessity.
Special Technical Services delivers ground monitoring equipment that meets the strict demands of chemical processing plants. Our STS 300 System provides continuous monitoring of the entire ground path throughout every filling and transfer operation. If the grounding cable connection breaks, becomes disconnected or resistance exceeds safe levels, our systems trigger automatic shutdown of pumps and filling equipment. With over 50 years of experience and an ISO 9001:2015 certified quality management system, STS equipment protects chemical processing operations at facilities around the world.
Static Electricity Risks in Chemical Processing
Chemical processing presents unique static electricity challenges that require specialized grounding solutions.
Liquid Transfers Generate Static Buildup
Combustible Dust from Powder Handling
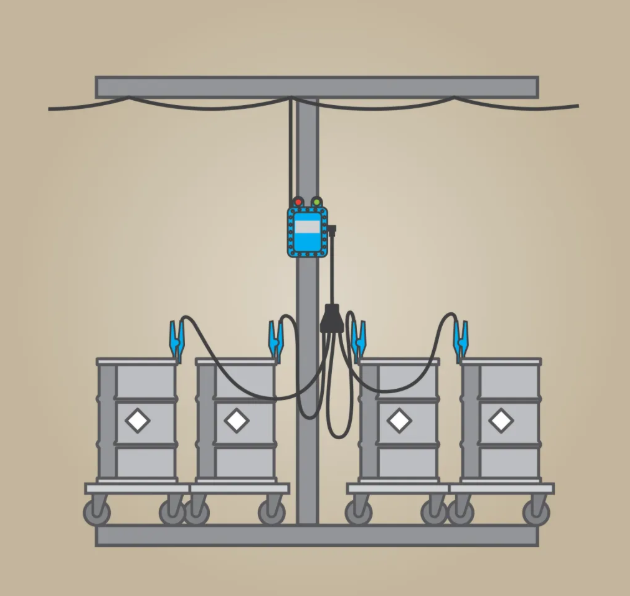
Containers Become Electrically Isolated
Multiple Container Types Require Grounding
Soil Conditions Affect Earth Grounding
Ground Connections Can Fail Mid-Operation
How Special Technical Services Protects Chemical Processing Operations
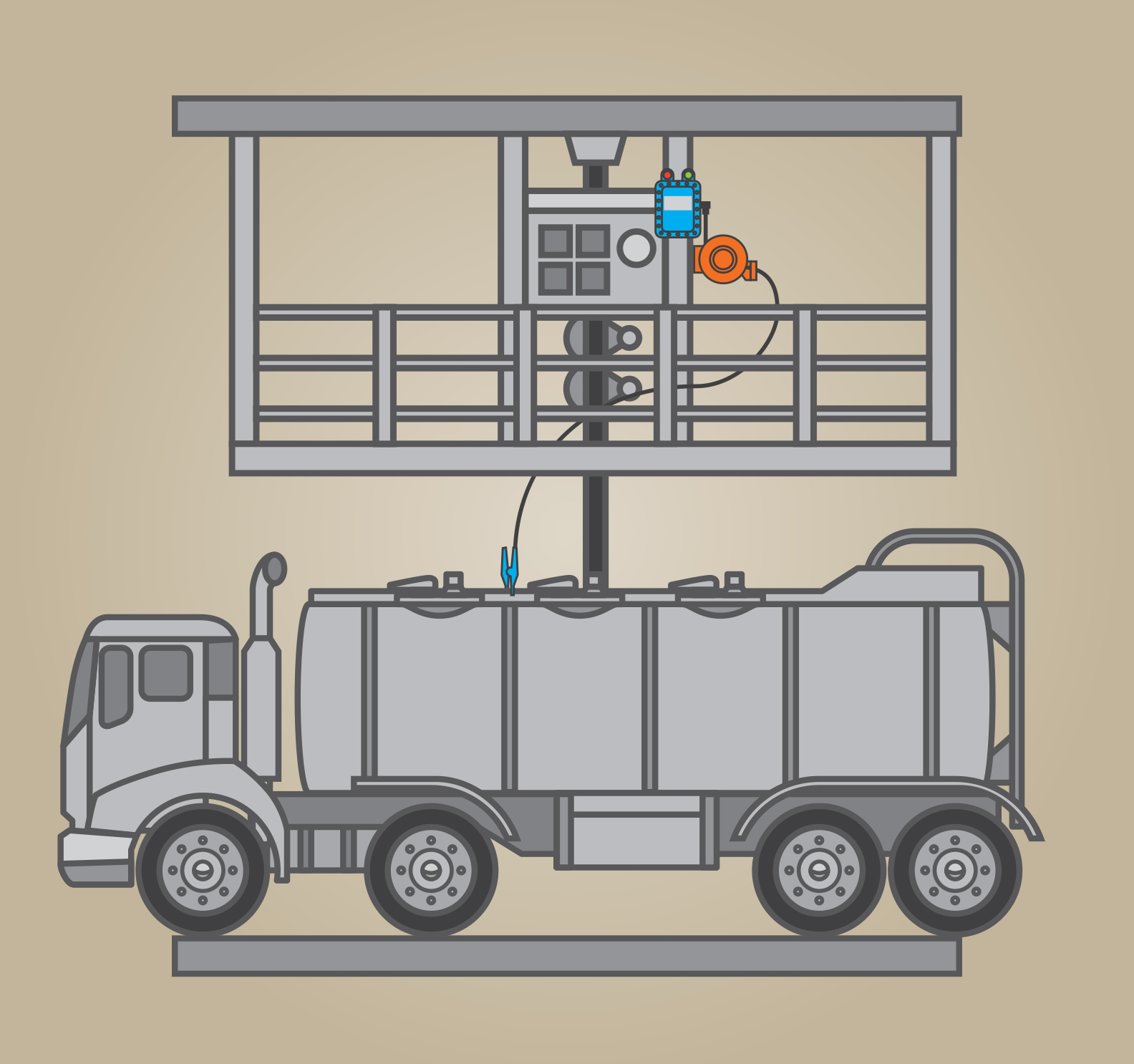
The STS 300 System provides continuous verification that the ground path remains intact throughout every operation. The moment a ground connection is interrupted or resistance exceeds safe thresholds, our systems automatically shut down pumping equipment before a static discharge incident can occur.
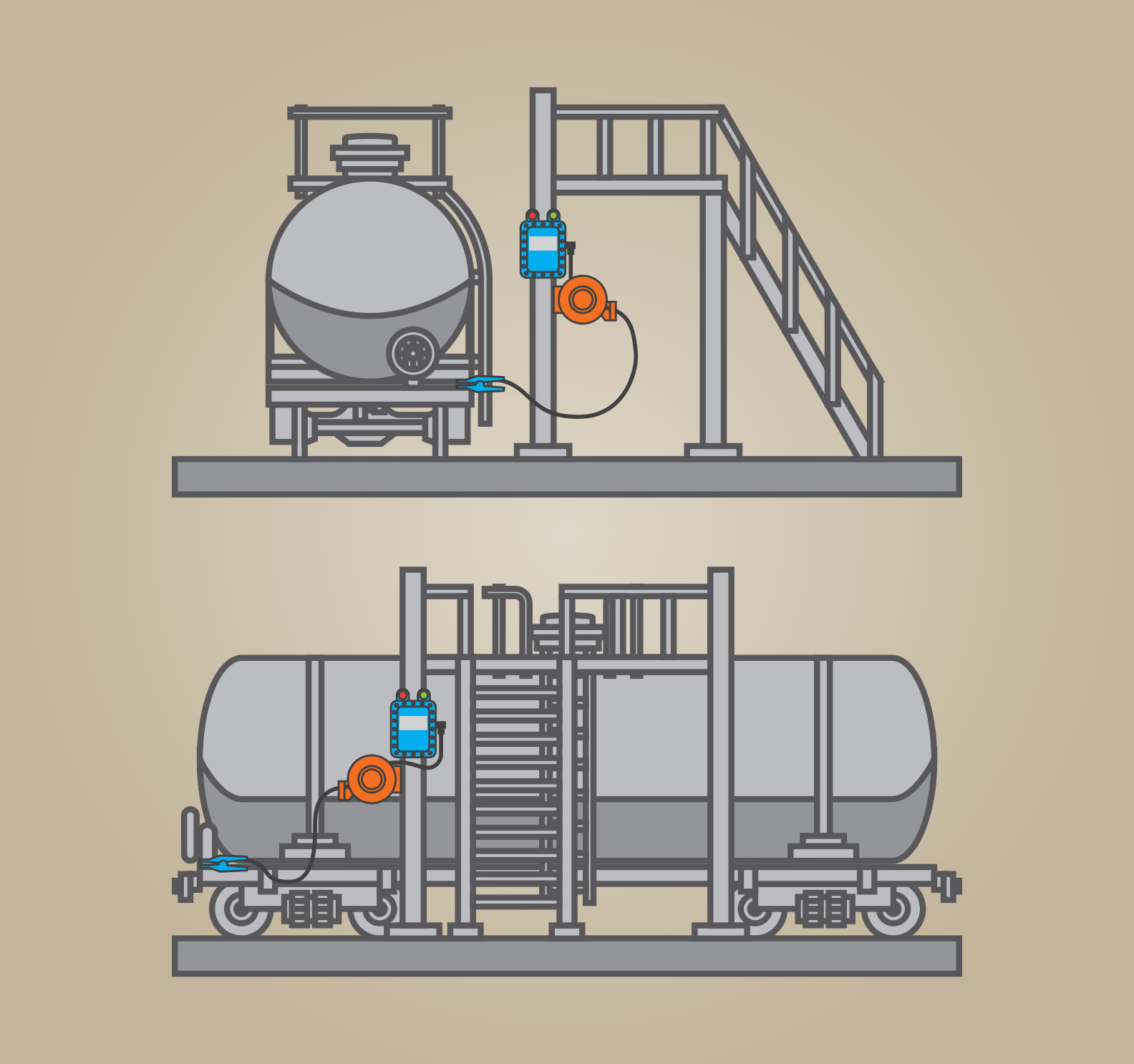
Unlike simple bonding cables that provide no feedback, STS static monitoring systems verify that electricity has a safe path to ground before, during, and after every transfer. Visual indicator lamps confirm grounded status to operators: green means grounded and safe, red means the ground path is broken. Dual interlocking dry contacts provide fail-safe permissive control that integrates with existing process controlled systems and emergency shutoff devices.

Recommended Products for Chemical Processing Operations
These STS products are selected for chemical processing applications where continuous ground monitoring and explosion-proof construction are required to protect against static buildup hazards..

STS 300 Ground Monitoring System

STS 300 Multipoint Grounding System

K78160A Grounding Clamp

StaticMag™
Technical Specifications for Chemical Processing Applications
All specifications comply with NFPA 77 and related chemical processing safety standards.
| Specification | STS 300 Series | Chemical Processing Requirement |
|---|---|---|
| Equipment Rating | Class I, Div 1 Group D & Class II Div 1 Group E,F&G | Explosion-proof per NFPA 70 Class I, Division 1/2 |
| Ground Resistance Threshold | Less than 10 ohms | Not exceeding 10 ohms per NFPA 77 |
| Power Options | 12VDC, 24VDC, 120VAC, 240VAC | Varies by facility electrical power systems |
| Operating Temperature | -40°F to +130°F (-40°C to +55°C) | Standard chemical plant environments |
| Cable Length Options | 10 to 100+ feet | Application dependent |
| Response Time | Less than 1 second | Immediate shutdown required |
| Contact Rating | Dual dry contacts, 15A @ 120VAC | Integration with pumps, PLCs, and remote terminal units |
| Enclosure Material | Cast aluminum, powder coated | Corrosion resistant for chemical environments |
Built to Meet Chemical Processing Standards
NFPA 77 Compliant
Recommended Practice on Static Electricity requirements for grounding and bonding. This standard covers procedures for controlling static electricity as an ignition source in hazardous locations.
NEMA 7/8/9 Rated
Explosion-proof enclosures for hazardous location installation. These ratings apply to Class I (gases and vapors) and Class II (dusts) environments found in chemical processing.
ISO 9001:2015 Certified
Quality management system certification for manufacturing. Every STS product undergoes rigorous quality control at our USA facility.
Made in USA
100% American manufacturing in Budd Lake, New Jersey.
Additional Standards Referenced
NFPA 70 (National Electrical Code) Class I, Division 1/2; IEC 60364-1; IEC 61140; Indian Standard 3043; IEE Regulations; OSHA 29 CFR 1910.106; API RP 2003; Central Electricity Authority regulations. UL listed components meet North American safety standards.
Common Questions About Chemical Processing Grounding
Explore Other Industries We Serve
We provide static grounding solutions across many hazardous industries including petroleum refining, rail car operations, vacuum trucks, and grain processing.
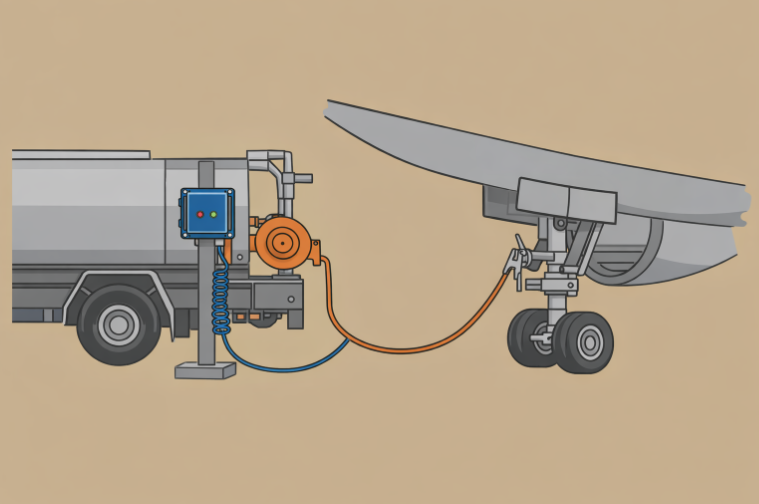
Jet Fuel Fill Station Grounding Systems
Rail Car Fill Station Static Grounding Systems

Vacuum Truck Grounding Systems
Marine Grounding Systems for Barge and Ship Operations

Oil Rig Grounding Systems
Grain & Powder Processing Static Grounding Systems
Petroleum Refinery Static Grounding Systems
Paper Manufacturing Static Grounding Systems